
Profilés de roulage et profilés roulables
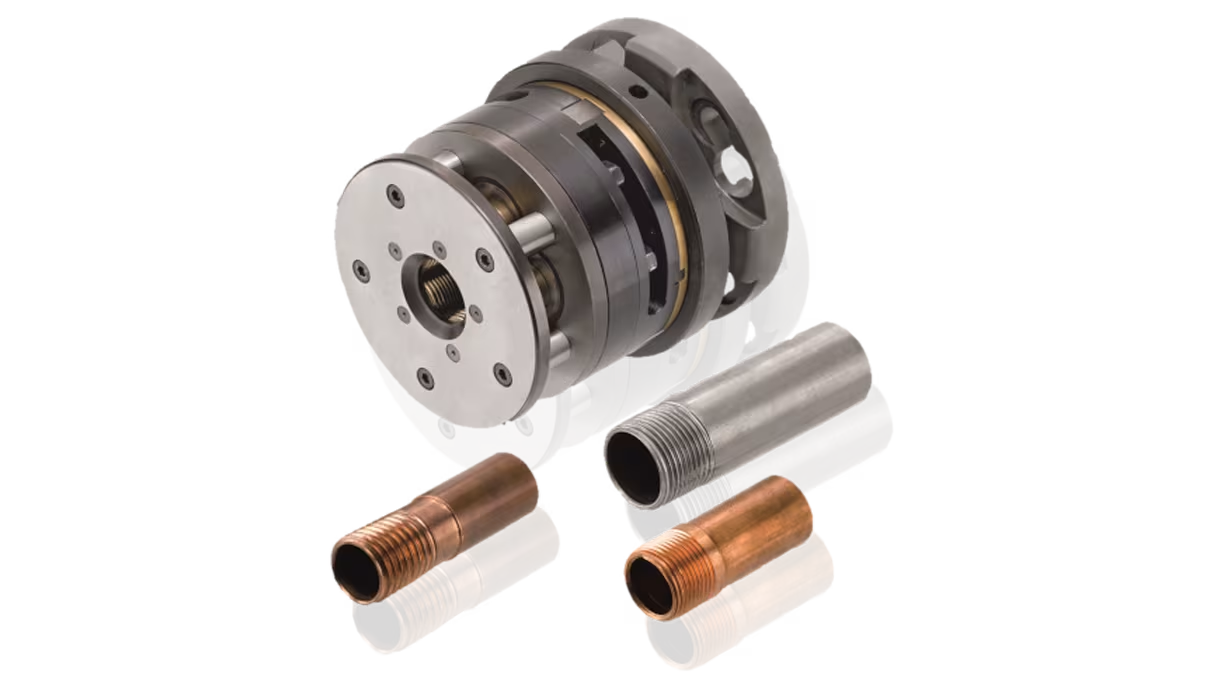
Applications possibles des têtes de laminage : Laminage de filets et production de profilés extérieurs
Les têtes à rouleaux peuvent être utilisées sur presque toutes les machines d'usinage, dans une grande variété de positions. Selon leur conception, elles peuvent être montées sur des tours à moteur de base, des perceuses à colonne, des machines à barre et à mandrin à une ou plusieurs spires, des machines à transfert rotatif, des tours à commande numérique et à commande numérique par ordinateur, des centres d'usinage, des perceuses à colonne, des machines à usage spécifique et des tours à tête mobile. L'utilisation d'une tête de roulage de filets offre également des avantages décisifs sur les machines NC et CNC : Le filetage est réalisé en une seule passe et en quelques secondes, alors que le découpage ou le ciselage à commande numérique nécessite généralement plusieurs passes. Cela permet d'économiser du temps machine coûteux.
LMT Fette propose une grande variété de têtes de roulage de filets, par exemple pour tous les types de filets courants dans la gamme de diamètres de 1,4 mm à 230 mm. Mais nos solutions permettent également de fabriquer de nombreux profils spéciaux et personnalisés dans presque tous les matériaux.

Avantages du filetage par déformation à froid
- Les énormes taux d'enlèvement de matière réalisables permettent de réaliser des économies grâce à la réduction du temps de cycle
- Très économique
- Temps de production courts
- Durée de vie de l'outil extrêmement longue
- Augmentation de la résistance des filets
- Finition de surface élevée
- Précision constante et reproductible
- Meilleure utilisation de la machine ...et un avantage supplémentaire : Pas de production de copeaux !
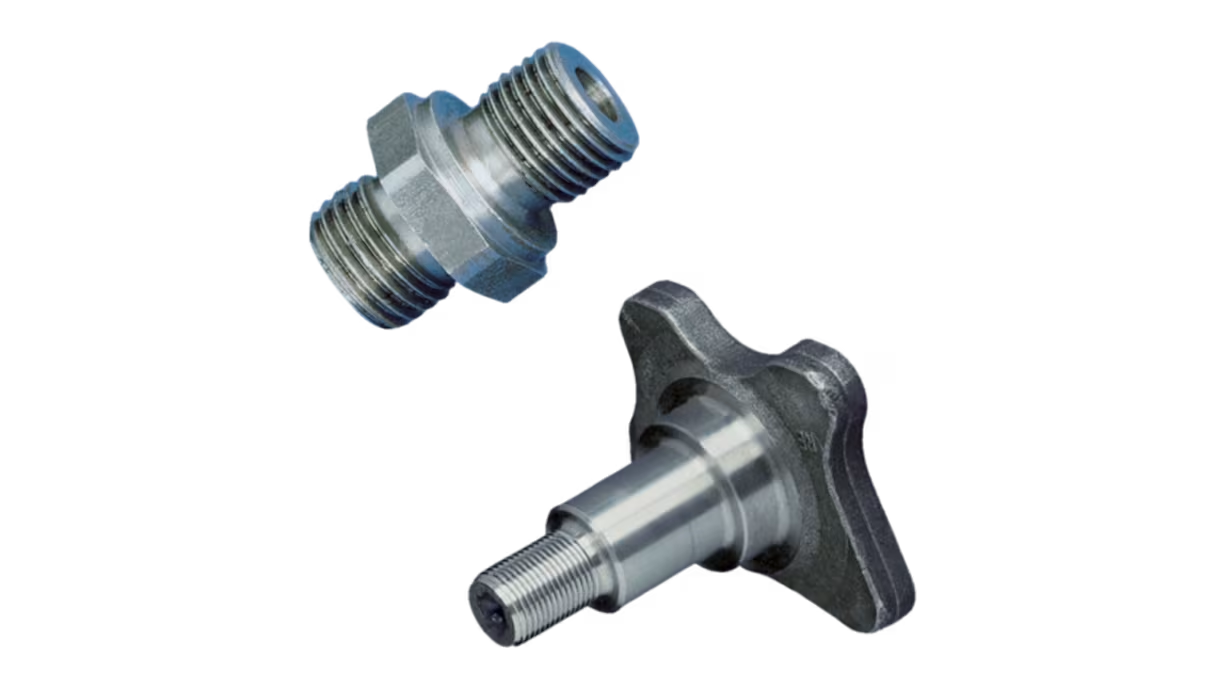
Enroulement du fil à l'avant et à l'arrière de l'épaule
Presque tous les filetages normalisés, tels que les filetages parallèles et coniques en « V », les filetages de type « knuckle » et « half knuckle », les filetages de vis à bois de type parallèle et, dans certaines circonstances, même les filetages de type « buttress », peuvent être roulés à l'aide d'une tête à rouler les filets. L'angle du flanc ne doit pas être inférieur à 20°. Dans cette gamme de conditions, n'importe quel filet de forme spéciale peut être roulé. Les diamètres peuvent être roulés entre 1,4 mm et environ 230 mm (0,055« à environ 9,055 »).
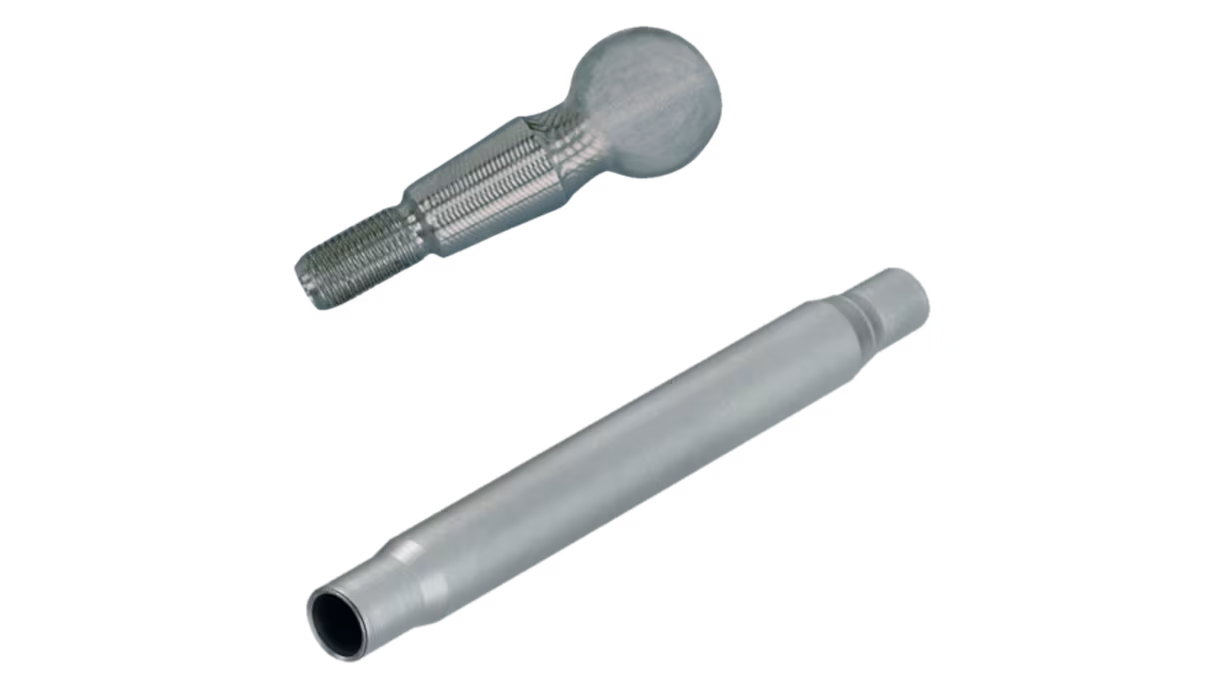
Brûlage de sphères et rétreint de tubes
Les surfaces des composants cylindriques peuvent être brunies à l'aide de cylindres de brunissage et les extrémités des tuyaux peuvent être réduites, biseautées ou rétreintes à l'aide de cylindres profilés. En principe, le roulage de filets sur des pièces tubulaires, telles que des tuyaux, est possible dans de nombreux cas. Dans le cas de pièces à parois minces, la paroi intérieure est soutenue par un arbre inséré. Toutefois, l'épaisseur de paroi restante entre le diamètre du noyau du filet et le diamètre intérieur du tube ne doit pas être inférieure à 0,5 mm + la moitié de la profondeur du filet.
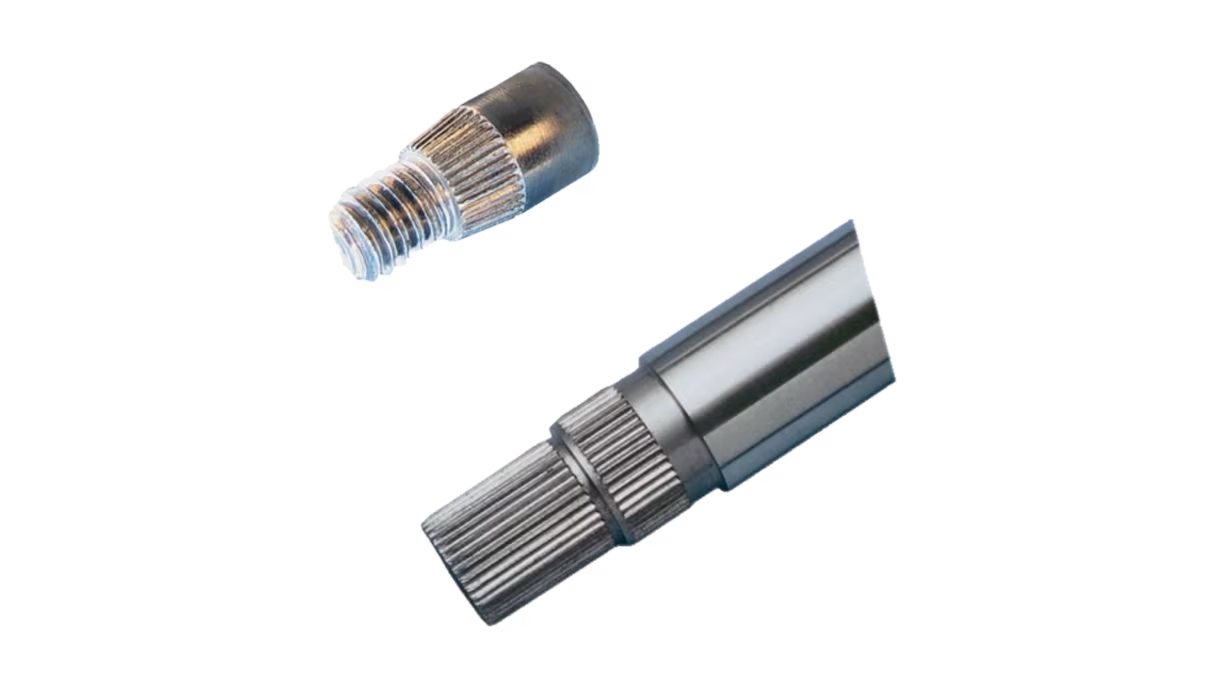
Molettes et dentelures cannelées
Outre la production de filets extérieurs, les têtes de laminage LMT Fette conviennent également dans de nombreux cas pour le moletage, le brunissage des surfaces et le perlage. Les têtes de laminage LMT Fette peuvent également être utilisées pour produire des dentures avec un angle d'ouverture d'environ 90°. Afin de pouvoir fournir des pièces avec le nombre de dents requis, un pignon maître est installé avec une action de ressort axial entre les cylindres.
Roulabilité des matériaux
En général, les matériaux à traiter avec une tête de laminage doivent avoir un allongement minimum d'environ 7 % et ne pas dépasser une résistance à la traction de 1700 N/mm² (246560 PSI) pour garantir la roulabilité. Les matériaux pouvant être laminés comprennent l'acier de construction et l'acier de cémentation, l'acier inoxydable, l'acier trempé et revenu jusqu'à environ 1600 N/mm², ainsi que le laiton blanc, le cuivre, les métaux légers et les qualités de fonte ferritique telles que GGG40 ou GTS35. Les matériaux fragiles à faible allongement tels que la fonte, les alliages de laiton dur et les matériaux trempés ne conviennent pas au roulage de filets. Le tableau ci-dessous permet de déterminer simplement l'aptitude au roulage des matériaux. Les données doivent être considérées comme des valeurs indicatives qui peuvent toutefois varier en fonction des conditions de la machine, de la microstructure et du type de tête de roulage. Pour obtenir des précisions techniques, nous recommandons de consulter notre service clientèle.
La ligne de produits Systèmes à roulage:
Notre compétence à votre service
Nous sommes à votre disposition pour plus d’informations. Outre notre programme complet et la qualité de nos produits, les prestations possibles pour votre application font partie de nos points forts. Nos ingénieurs en applications vous conseillent sur l’utilisation optimale de nos systèmes à roulage – sur place et en pratique. Dans notre LMT Tools Training Center, nous vous présentons notre toute dernière technique d’outillage pour filets. Dans notre centre d’expérimentation, nous testons pour vous – vos pièces à usiner – pour optimiser l’application et les processus. Nos cours spéciaux vous apportent des connaissances globales théoriques et pratiques.
Pour toute question technique, n'hésitez pas à contacter directement notre équipe Systèmes de roulage :
- T: +49 4151 12391
- E: teamrollen@lmt-tools.com
Pour les demandes commerciales, vous pouvez également utiliser notre formulaire de contact général :